本規程非等效采用ISO 5626:1978《紙——耐折度的測定》中有關試驗儀器的結構參數、技術要求和校準方法等技術內容。
1范圍
本規程適用于肖伯爾(Schopper)式紙張耐折度儀(以下簡稱“耐折儀”)的首次檢定、后續檢定和使用中的檢驗。
2引用文獻
本規程引用下列文獻;
《JJF 1001—1998通用計盤術語及定義》
《GB/T 457---1989紙耐折度的測定法》
《QB/T 1049—1998紙與紙板耐折度儀》
使用本規程時應注意使用上述引用文獻的現行有效版本。
3概述
耐折儀是ISO 5626中規定使用的,紙與紙板耐折度測定儀器中常用型式之一。
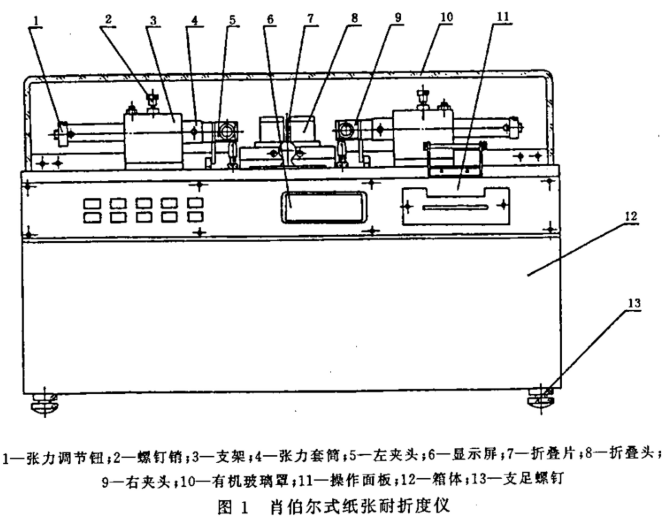
耐折儀是滿足標準規定的張力范圍、折疊速度、折疊角度、折疊頭幾何參數要求的特殊試驗裝置。耐折儀的結構主要由折疊頭、張力機構、傳動機構及測量控制等部件組成。耐折儀外型結構如圖1所示(其他與圖示結構不同的肖伯爾式紙張耐折度儀均適用于本規程)。
4計量性能要求
4.1折疊次數誤差
耐折儀測量結果值是試樣在規定條件下的折疊次數,儀器記錄和顯示的折疊次數誤差不應超過±1次。
4.2張力準確性
試樣被折疊過程中,所承受的張力是在7.55N~9.81N范圍內變化的,即初張力為7.55N,最大張力為9.81N,初張力和最大張力的誤差均不應超過士0.1N。
4.3折疊速度誤差
耐折儀的折疊速度為110 次/min,誤差不應超過士10 次/min。
5通用技術要求
5.1外觀和各部分的相互作用
5.1.1耐折儀外觀表面應無碰傷,劃傷、銹斑及影響測量準確性的其他缺陷。
5.1.2耐折儀張力指針位置應能方便調節,調節操作應方便、省力。
5.1.3耐折儀各運動零、部件應運動輕松、靈活,且不應有摩擦阻滯現象。
5.1.4耐折儀應有標牌和必要的標記,主要內容包括:
——出廠日期、編號或生產批號﹔.
—一制造廠名﹔
——儀器名稱、型號﹔
——準確度等級﹔
——計量器具制造許可證標記等。
5.2試樣夾持機構
試樣夾持應牢靠,試樣被夾緊后不應有松動和滑移現象,夾紙器手柄操作應方便省力。
5.3 試樣夾距離
耐折儀具有兩套折疊頭,夾紙器在折疊頭兩邊對稱安裝,夾紙器夾紙鉗口邊緣之間的距離為90mm,誤差不應超過士0.3mm.
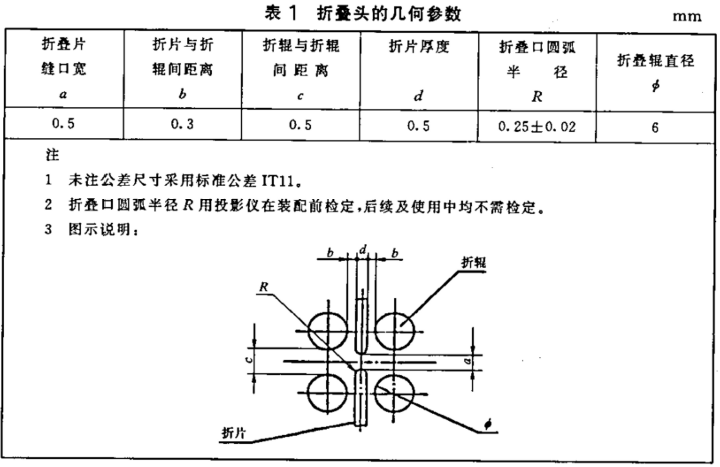
5.4折疊頭的幾何參數
折疊頭的幾何參數應符合表1要求。
5.5測量控制系統功能
耐折儀的動作程序由電子測挖系統控制,工作過程中的啟動,折疊試樣、斷裂自停、張力機構復位、折疊次數自動顯示、記錄等一系列動作應連貫、可靠。
5.6噪聲
耐折儀正常運轉時,噪聲聲壓級應不超過65dB(A)。
6計量器具控制
6.1檢定條件
6.1.1檢定環境條件應符合下列要求:
——環境溫度:10℃~30℃;
—一環境濕度;相對濕度≤80%,
——工作臺穩固,臺面平整;
——工作電源電壓的波動范圍應不超出額定電壓的士10%,
——工作環境清潔,無震動。
6.1.2檢定使用的計盤標準器具、量具和工具包括;
——張力檢驗專用支架和力值誤差不超過士0.1%的專用力砝碼﹔
——2級塞尺(Ⅰ型,組別3>;
——分度值0.05mm,測量范圍150mm游標卡尺;
——分度值0.1s 的秒表;
——聲級計﹔
——其他通用工具、量具等。
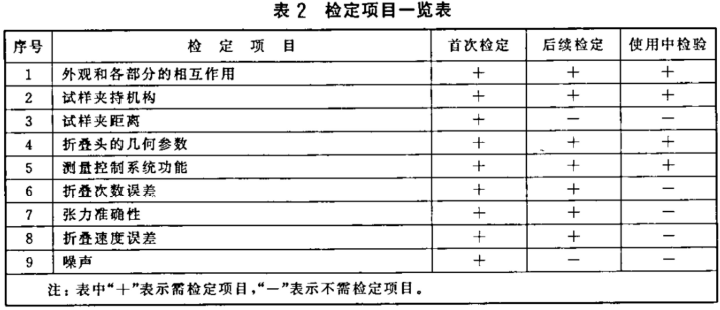
6.2檢定項目和檢定方法
6.2.1檢定項目一覽表(見表2)
6.2.2外觀和各部分的相互作用
6.2.2.1要求;應符合5.1.1~~5.1.4的規定。
6.2.2.2檢定方法:按要求目測、實測和操作檢定。
6.2.3 試樣夾持機構
6.2.3.1要求;應符合5.2規定。
6.2.3.2︰檢定方法﹔按要求實際操作檢定。
6.2.4試樣夾距離
6.2.4.1要求;應符合5.3規定。
6.2.4.2檢定方法:按要求用游標卡尺實測檢定。
6.2.5折疊頭的幾何參數
6.2.5.1要求;應符合5.4規定v并滿足表1要求。
6.2.5.2檢定方法:按要求用游標卡尺和塞尺實測檢定。
6.2.6測量控制系統功能
6.2.6.1要求:應符合5.5規定。
6.2.6.2檢定方法:開機實測檢定。
6.2.7噪聲
6.2.7.1要求;應符合5.6規定,噪聲聲壓級應不超過65dB(A)。
6.2.7.2檢定方法:用聲級計實測。
6.2.8折疊次數誤差
6.2.8.1要求:應符合4.1規定。
6.2.8.2檢定方法
采用實測記數法檢定。切取六條標準尺寸試樣,分別在兩組折疊頭中做實測試驗。試驗按以下順序進行:
——將一條試樣夾在試樣夾中,并施以張力﹔
一一開機折疊試樣,仔細觀察折紙刀片的往復運動情況,并記數往復折疊次數,至試樣被折斷為止﹔
一一實際記錄的折疊次數與儀器記數器記錄的折疊次數之差即為折疊次數誤差。
——每組折疊頭各做3次,每次實測次數與儀器記錄的次數比較,誤差均不應超過±1次。
6.2.9張力準確性
6.2.9.1要求:應符合4.2規定。
6.2.9.2檢定方法
張力準確性可采用兩種方法檢定。
第一種方法:簡易法。此法適用于張力機構不便于拆卸的儀器。具體操作如下:
——在相對應的兩個夾頭鉗口中,夾一張厚度適宜的試樣條,然后操作張力機構對試樣施以初張力,此時觀察張力機構套筒端面是否與夾頭尾部錐面上的初張力線對齊(壓線);
——用手盤動儀器傳動機構,使折片做一次往復運動,當折片運動至最遠端時,觀察張力機構套筒端面是否與夾頭尾部錐面上的最大張力線對齊(壓線)﹔
——經以上操作初張力線與最大張力線均與張力機構套筒端面對齊則可判定儀器張力是準確的(允許通過張力調節達到要求)。
以上簡易方法可在“使用中的檢驗”采用.如果檢驗達不到規定要求,則應采用更精確的方法檢定。
第二種方法:砝碼檢定法,檢定順序如下:
——將專用支架放在穩固的工.作臺上,調好支架水平。從儀器上取下彈簧張力機構,夾頭向下垂直安裝在支架的預定位置上﹔
——將重力為7.55N 的專用力砝碼用線繩吊掛在夾頭鉗口內,在砝碼重力作用下夾頭被拉出,此時夾頭尾部錐面上的初張力刻線應正好與張力機構套筒下端面對齊。專用砝碼上增加0.1N力砝碼,初張力線位置保持不變(壓線)﹔
——取下7.55N力砝碼,裝上9.81N力砝碼,夾頭被拉出,尾部錐面上的最大張力刻線應正好與張力機構套筒下端面對齊。增加0.1N力砝碼,最大張力線位置應保持不變(壓線)。
注:專用重力砝碼的重力7.55N和9.81N均應包括夾頭重力。
6.2.10折疊速度誤差
6.2.10.1要求:應符合4.3規定。
6.2.10.2檢定方法;開機實測檢定。
開機1min后停機,儀器顯示屏將記下1min的折疊次數。重復試驗三次,三次實測值均不應超過110 次/min±10次/min要求。
6.3 檢定結果的處理
6.3.1經檢定合格的耐折儀發給檢定證書,檢定不合格的耐折儀發給檢定結果通知書,并注明不合格項目。
6.3.2檢定證書內頁應注明檢定條件、檢定項目、檢定結果、準確度等級、誤差。
6.4檢定周期
檢定周期一般不超過一年。