本規程非等效采用ISO3035:1982《單面單層瓦楞紙板——抗平壓強度測定》、ISO3037,1987《瓦楞紙板—-邊緣耐壓強度的測定》和ISO7263:1985(瓦楞芯紙——實驗室壓楞后抗平壓強度的測定》等標準中關于試驗設備的基本技術內容,并來用了JJG157一1995《非金屬拉力、壓力和萬能試驗機》的基本技術要求。
1范圍
本規程適用于最大試驗力不超過3000N的紙板壓縮強度試驗儀(以下簡稱“試驗儀”)的首次檢定,后續檢定和使用中的檢驗。
2引用文獻
本規程引用下列文獻;
《JJF1001—1998通用計量術語及定義》
《JJG157—1995非金展拉力、壓力和萬能試驗機》
《QB/T 1048—1998紙板及紙箱抗壓試驗機》
使用本規程時應注意使用上述引用文獻的現行有效版本。
3概述
紙板壓縮強度試驗儀是紙板環壓強度、瓦楞紙板邊壓強度、粘合強度等多項試驗的專用試驗儀器。
試驗儀采用了簡單的施壓,測力原理,施壓:將試樣置放在兩個平行醫板中間,通過傳動機構作用,使可動壓板以12.5mm/min的速度移動,試樣將承受逐漸增大的垂直壓力作用,當試樣所承受的壓力達到白身強度極限時,將立即被壓潰,試樣所能承受的最大垂直壓力即為該試樣的壓潰力(以牛頓表示),并經計算機計算出相應的抗壓強度值。測力:采用力傳感器及二次儀表的組合,采集并顯示施壓過程中試樣承受垂直壓力的最大值。
試驗儀典型結構外形如圖1所示(其他與圖示結構不同的壓縮強度試驗儀均適用于本規程)。
4計量性能要求
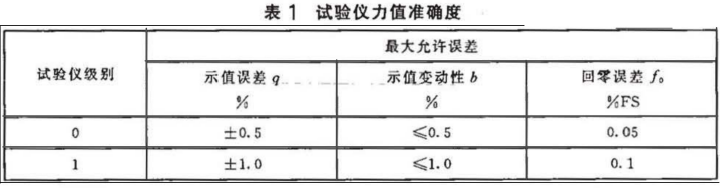
4.1 試驗儀力值準確度
試驗儀力值準確度,按級別應符合表1要求。
4.2試驗速度誤差
試驗儀可動壓板的移動速度稱為試驗速度,試驗速度為12.5mm/min,誤差應不超過±2. 5mm/min.
5通用技術要求
5.1外觀和各部分的相互作用
5.1.1試驗儀外觀表面應無銹跡、碰傷、明顯劃痕及影響測量準確度的其他缺陷。
5.1.2試驗儀可動壓板升,降移動靈活,移動過程中不應有阻滯、晃動和擦碰現象。
5.1.3試驗儀應有標牌和必要的標記,主要內容包括:
——出廠日期、編號或生產批號﹔
——制造廠名;
——儀器名稱,型號;
——準確度等級;
——計量器具制造許可證標記等。
5.2上、下壓板工作面
5.2.1試驗儀上、下壓板工作面的表面粗糙度和平面度應符合如下要求;
——工作表面粗糙度R.≤0.8μm;
——工作表面平面度誤差應≤5μm。
5.2.2試驗儀上、下壓板工作面間的平行度誤差應不大于0. 05mm。
5.3 測控系統功能
試驗儀的測量控制系統應設置環壓強度試驗、邊壓強度試驗、平壓強度試驗,粘合強度試驗等試驗項目的選擇變換及求取相關參數和數據處理功能。
5.4 操作性能
試驗儀工作過程中,施力,卸力、讀數、變換項目等一系列操作應方便、可靠,準確。
5.5安全保護
5.5.1試驗儀可動壓板移動至極限位置或試驗力超過測量范圍上限值的2%~10%時,安全保護控制系統應能立即作出反應,壓板自動停止移動或自動停止加荷。
5.5.2試驗儀工作過程中,當試件被壓潰后,控制系統應立即作出反應,可動壓板應停止運動并迅速返回復位。
6計量器具控制
6.1檢定條件
6-1.1檢定環境條件應符合下列要求:
——環境溫度:10℃~30℃;
——環境濕度:相對濕度≤80%,
——工作電源電壓的波動范圍應不超出額定電壓的±10%
——工作臺穩固、臺面平整;
——環境清潔、無震動和腐蝕性氣體。
6.1.2檢定使用的計量標準器具,量具和工具包括:
——力值準確度優于被檢試驗儀3~5倍的應變式專用或標準測力儀
——測低范圍18mm~35mm的1級內徑百分表;
——測量范圍0~200mm,分度值0. 05mm的游標高度尺;
—一分度值0.1s秒表;
——1級刀形直尺;
——表面粗糙度比較樣塊
——其他通用工、量具。
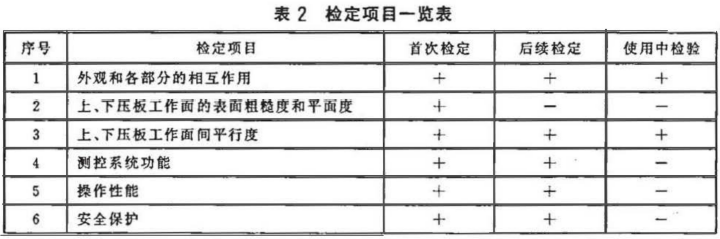
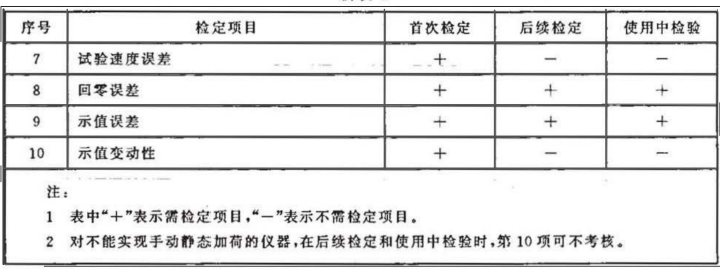
6.2檢定項目和檢定方法
6.2.1 檢定項目一覽表(見表2)
6.2.2外觀和各部分的相互作用
6.2.2.1 要求;應符合5.1.1~5.1.3的規定。
6.2.2.2檢定方法:目測、實測和操作檢定。
62.3 上、下壓板工作面的表面粗糙度和平面度6.2.3.1要求;應符合5.2.1規定。
6.2.3.2檢定方法:表面粗糙度用表面粗糙度比較樣塊比對;平面度用刀形直尺實測。
6.2.4上、下壓板工作面間平行度
6.2.4.1要求:應符合5.2.2規定。
6.2.4.2檢定方法:開機使可動壓板移動至適當位置,用內徑百分表測量板面間對應四個角的位置的距離,四個位置實測距離中的最大值與最小值之差即為壓板工作面間平行度,以毫米表示。
6.2.5 測控系統功能
6.2.5.1要求;應符合5.3規定。
6.2.5.2 檢定方法:開機實際操作檢定。
6.2.6 操作性能
6. 2-6.1 要求:應符合5.4規定。
6.2-6-2檢定方法:開機實測試驗檢定。
6.2.7安全保護
6.2.7.1 要求;應符合5.5.1~5.5.3規定。
6.2.7.2檢定方法:開機實測試驗檢定。
6.2.8 試驗速度誤差
6.2.8.1要求:應符合4.2規定。
6.2.8.2檢定方法:采用1min定時運行實測法檢定。開機使可動壓板運行,用秒表計時,用游標高度尺實測1min可動壓板移動的距離,實測值與標稱值比較確定試驗速度誤差。以上試驗重復三次,取三次試驗平均值,速度實測值保留--位小數。
6.2.9 示值誤差、示值變動性和回零誤差
6.2.9.1要求:應符合4.1規定,滿足表1要求。
6.2.9.2檢定方法
用專用或標準測力儀進行檢定。檢定順序如下:
——確定檢測點:在試驗儀測盤范圍上限值的20%~100%范圍內選擇大致均勻分布的五個檢測點,一般選在測量上限值的20%、40%、60%、80%.100%處。
——檢測前的準備:試驗儀及應變式標準測力儀同時通電預熱30min。預熱后檢測系統和被檢系統均應校準零點。
—一檢測操作要點:正確安裝和操作使用標準測力儀;手動或機動施加試驗力,試驗力的增加和卸除均應平穩;確保準確讀數。
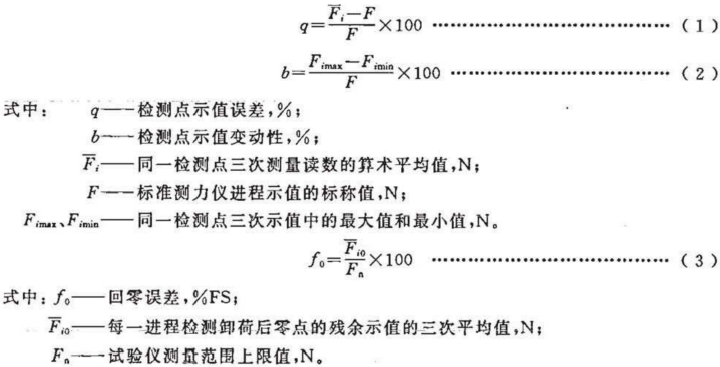
——檢測與計算;將標準測力儀的高精度傳感器置放在試驗儀上下兩壓板中間,手動或機動操作使可動壓板移動,檢測系統和被檢系統同時受力,以標準測力儀為依據,在試驗儀指示裝置上讀數。示值誤差、示值變動性和回零誤差的檢驗按進程在選定的檢測點處測量,重復檢測三次,每次進程檢測卸荷后,讀取零位殘余示值Fi0并重新置零,然后再進行下一次檢測,按式(1)、式(2)和式(3)計算:
6.3檢定結果的處理
6.3.1經檢定 合格的試驗儀發給檢定證書,檢定不合格的試驗儀發給檢定結果通知書,并 注明不合格項目。
6.3.2檢定證書內頁應注明檢定條件、檢定項目、檢定結果、準確度等級、誤差。
6.4檢定周期
檢定周期一般不超過一年。